

概述
材料编辑器是一个配套软件,适用于正在寻求更多控制打印参数的高级用户。
在最新版本中,UP Studio 2.5 BETA引入了材料编辑器,您可以创建自定义材料配置文件来定义打印机如何处理第三方丝材。 凭借此功能,第三方丝材还可以实现与太尔时代的UP丝系列专用材料相媲美的优异印刷质量。
目的
可以通过单击来启动材料编辑器 UP 在左侧菜单中,然后转到 养护你的厨具, 找 材料 下拉菜单,单击 定制和点击 添加。 或者,用户可以通过打开Tiertime UP Studio所在文件夹下的MatDef.exe直接打开程序。
“材料配置文件”定义一组参数,您可以将这些参数设置为值。 参数包括打印温度,退出距离(缩回距离),挤出速度等,所有这些都定义了在打印模型的不同部分(填充,轮廓或支撑)时挤出执行期间某种材料的不同行为)。
影响丝材性能的因素很多。 这些因素包括太尔时代打印机型号(UP300,X5等),喷嘴直径(0.6mm,0.4mm等),层厚度(0.2mm,0.4mm等)和打印质量(正常、快速或非常快)。 对于所有因素的每种组合,设置可能不同。 您必须正确定义所有值,以确保材料在所有因素下都能正常工作。
界面介绍
以下窗口是材料编辑器在软件中的主界面。
界面包括几个功能区,我们将逐一详细讨论:
- 材料简介列表
- 物质行动
- 打印机型号
- 打印机设置
- 材料参数设置
- 打印参数设置

图1。 材料概况管理器
1. 材料列表
该列表包含软件中安装的所有材料。
单击右侧的下拉按钮,您可以看到完整的材料列表。 前四根长丝是Tiertime的产品,ABS,ABS +,PLA和TPU,所有产品都已预先安装,不能删除。
![]()
图2. 材料简介列表
2. 添加新材料
材料配置文件列表下方的五个按钮管理材料配置文件。
![]()
图3. 添加新材料
- 添加: 添加新丝材类型
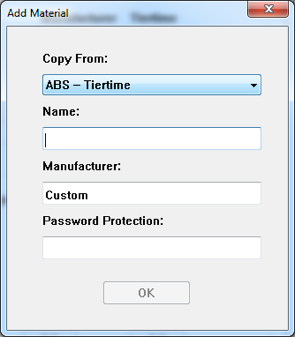
图4. 添加新个人资料
需要根据现有配置文件创建新配置文件,默认配置文件如ABS,ABS +,PLA和TPU。 所有现有配置文件都定义了所有值。 创建新配置文件时,它将继承基本配置文件中的所有值。
创建新配置文件时,用户需要选择基本配置文件,输入配置文件的名称和制造商的名称。 最后,需要一个密码来保护配置文件的内容不被修改。 无法检索密码。 如果在任何情况下密码丢失,您必须删除该配置文件,然后再次创建。 您可以选择将密码留空。
- 删除: 删除现有的个人资料。
单击删除按钮将删除在“材料配置文件列表”中选择的配置文件。 无法删除Tiertime创建的预安装配置文件。
- 导入,导出和导出全部: 导入和导出配置文件。
Tiertime创建了一种新的文件格式“.fmd”,用于配置文件共享。 Tiertime用户可以为特定类型的灯丝创建配置文件,将其导出到FMD文件,将其发送给其他可以导入FMD文件的Tiertime用户,并立即开始使用灯丝配置文件。
可以在UP Studio所在的安装目录中找到这些预安装材料的默认FMD文件。
3。 打印机型号
下拉菜单列出了现在所有可用的太尔时代打印机。
![]()
图5. 打印机型号
4. 打印机设置
根据打印机型号,此表中列出了所有打印机设置。 例如,UP mini 2仅支持0.4mm直径,因此对于UP mini 2,该表仅显示喷嘴直径0.4mm选项,并且UP mini 2 不会显示其他喷嘴设置。
该表包括几个级别:喷嘴直径,层厚度和打印速度。 表中的每个条目都是一组参数,这些参数将在“材料参数设置”和“打印参数设置”中定义。
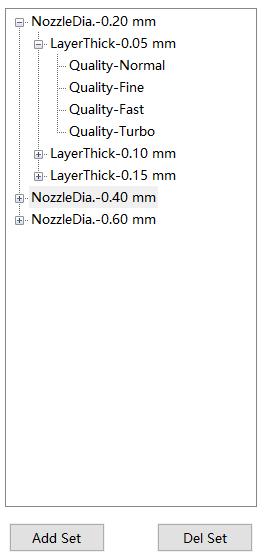
图6. 打印机设置
5. 材料参数设置
该区域包括材料设置。 这里的所有参数通常都可以在材料手册或材料生产的网站上找到。
-
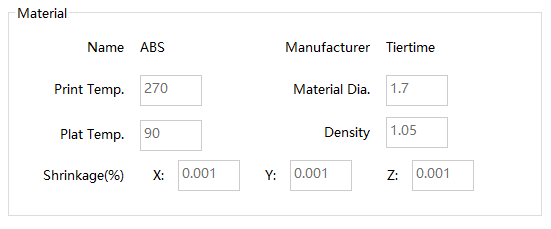
图7. 材料参数设置
打印温度(0 – 500ºC): 这是仅用于长丝挤出和收缩的挤出机温度,不用于印刷。 实际打印温度是以下部分的“基本温度”。
- 材料直径(mm): 灯丝的直径。
- 平台温度(0 – 200ºC): 床的温度用于印刷。
- 密度(毫米/克): 灯丝的密度。 UP Studio使用此编号来估计打印作业消耗的材料的重量。
- 收缩率(0-5)%: X,Y和Z轴上的这些值是指在X,Y或Z轴上打印时发生的收缩。 一些灯丝供应商提供这些价值。 如果无法从供应商处获取它们,请保持不变。
6。 打印参数设置
打印参数设置中的以下参数是打印机的设置,这对打印质量至关重要。
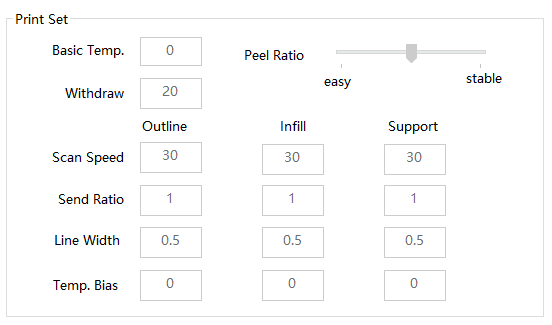
图8。 打印参数设置
- 基本温度(ºC):这是用于打印的实际喷嘴温度。 此值可能与“材料参数设置”中的“打印温度”不同。 “基本温度”只能在“打印温度”的+/-20ºC范围内设置。
*提示:打印速度越快,或喷嘴尺寸越小,打印温度越高。
- 回抽(mm): 它是跳线处灯丝的缩回长度。 需要挤出机缩回以避免渗出/滴落。 在跳跃点,挤出机停止挤出,但熔化的长丝仍在滴落。 为了停止滴落,挤出机需要停止挤出或缩回长丝。 缩回的长度意味着缩回的程度。 回缩距离越长,运球越少。 它不是越长越好,因为长的缩回距离可能会导致其他问题。
*提示:我们建议将提取长度设置为20 mm。
印刷模型包括三个不同的部分:轮廓,填充和支撑。 提供以下参数以在不同部分打印时设置不同的值。
- 扫描速度(mm / s): 印刷速度快。 您可以为三个不同的模型部分指定不同的打印速度。
- 发送比率: 从喷嘴挤出的长丝用于印刷。 您可以为三个不同的模型部分指定不同的挤出量。 此值是1是打印轮廓时的挤出量的比率。 如果该比率小于1,则意味着挤出较少的长丝。
- 线宽(mm): 打印模型的不同部分时的线宽。 在UP Studio中,您可以指定线宽,但是可以指定模型的所有线条。 现在您可以告诉打印机对这三个部分采取不同的行动。
- 温度偏差: 打印模型的不同部分时指定不同的温度。 该值可以是Print Temp的正负10ºC。
- 剥离比例: 可以设置从0到100的值。 此滑块允许您调整支撑和筏与打印件分离的容易程度。 如果支撑太紧而无法移除,则可以通过向左滑动滑块使“剥离比”的值更小。
在UP Studio中,如果选中易剥离,则剥离比值为剥离比值的负20,未检查Easy Peel。 如果剥离比率为20或更小,则当选择Easy Peel时,它将减少到0。
过程:
要定义新的配置文件,您需要按照以下步骤操作:
- 添加新个人资料。 点击“材料操作”部分中的“添加”,添加新的配置文件。 您需要为新灯丝定义灯丝名称,类型和基本灯丝。 最后,您需要设置密码以保护您的材料配置文件。
- 选择机器型号。
- 在表格中选择打印机设置。
- 定义材料参数设置。
- 定义打印参数设置
- 通过关闭对话框保存新配置文件。 如果您打开了UP Studio,则需要重新启动UP Studio。
- 重新启动UP Studio后,您可以在维护中的材料类型列表中找到新添加的材料配置文件。 要将新灯丝同步到打印机的触摸屏,您必须将打印机连接到UP Studio,然后转到维护,单击箭头以查看“材料类型”下的新灯丝,然后关闭“维护”窗口。
现在,您可以使用新灯丝打印模型。
备注:
用户定义的材料配置文件仅存储在您的计算机中。 如果更改为另一台计算机,则必须再次定义配置文件,或者导入FMD文件。